在线留言 |
您有2条未读询盘信息!
请您登录网站后台查看!
西安五联精密机械加工有限公司
专业精密零部件加工18629022656/18092042185
西安五联精密机械加工有限公司
专业精密零部件加工

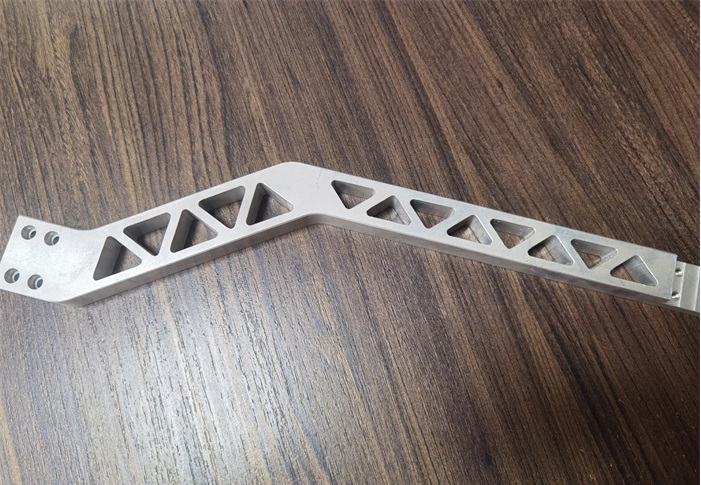
常见的铝零件加工变形的原因很多,与材质、零件形状、生产条件等都有关系。主要有几个方面:毛坯内应力引起的变形,切削力、切削热引起的变形,夹紧力引起的变形。在实际操作中,使用恰当的操作方法可以有效避免材料的加工变形。你知道有哪些方法吗?一起来看看吧。

1、走刀顺序要讲究
粗加工和精加工应该采用不同的走刀顺序。粗加工强调的是提高加工效率,追求单位时间内的切除率,一般可采用逆铣。因为顺铣时刀齿的切削厚度从.大逐渐递减至零,加工硬化程度大为..,同时..零件的变形程度。
2、薄壁件二次压紧
薄壁工件在加工时由于装夹产生变形,即使精加工也是难以避免的。为使工件变形减小到.低限度,可以在精加工即将达到.后尺寸之前,把压紧件松一下,使工件自由恢复到原状,然后再轻微压紧,以刚能夹住工件为准,这样可以获得理想的加工效果。
3、先钻后铣加工法
在加工带型腔零件时,加工型腔时尽量不要让铣刀像钻头似的直接向下扎入零件,导致铣刀容屑空间不够,排屑不顺畅,造成零件过热、膨胀以及崩刀、断刀等不利现象。
Copyright © 西安五联精密机械加工有限公司 版权所有 备案号:陕ICP备19022190号-1 网站地图 RSS XML 技术支持:


 当前位置:
当前位置:

 热门推荐
热门推荐